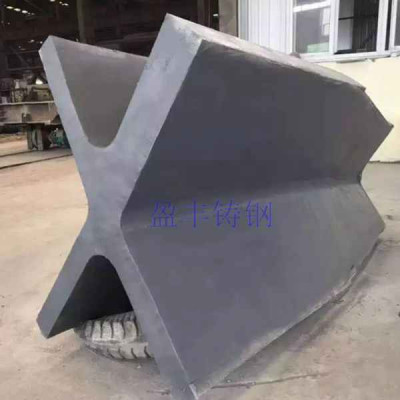
人行天桥钢结构铸钢件节点
铸钢节点的常用结构形式主要有以下三种:
1、树型铸钢节点,它主要用来取代主管与多根支管相贯的节点,用对接焊缝取代相贯焊缝,焊缝分散,减少了焊接应力集中;
2、铰接铸钢节点,它常用于杆件端部连接处(如支座处等),可简化节点、造型美观;
3、混合型铸钢节点,具有树型铸钢节点和铰接铸钢节点的共同特点。在南京奥林匹克体育中心项目中还设计了铸钢球节点。
铸钢节点的特点
铸钢节点与普通管相贯节点、管板节点相比,具有以下特点:
1、可根据实际需要设计结构形式,可塑性强、造型美观;
2、铸钢节点一般为实心,仅在接口处局部挖空,即使全为空心,也比钢管或钢板厚。因此承载力高、抗变形能力强;
3、铸钢节点常以对接焊缝取代管管相贯焊缝、取消管板组合焊缝,可分散焊缝,减少焊接量,减小焊接应力集中;
4、匀质性相对较差。
铸钢节点质量控制
节点的细部设计
铸钢节点的细部设计在满足承载能力的同时,应考虑满足铸造、制作及焊接工艺要求。
1)铸钢件细部设计应避免尖角或直角,且有利于气体排出。
2)铸钢件焊接应采用对接焊缝,尽量避免T形接头,以降低焊接应力。
3)明确铸钢件的化学成分、机械性能、热处理制度、精度要求、检验方法和合格等级等。
铸造
大跨度管桁架结构用铸钢件与其他铸钢件相比,结构形式复杂、化学成分控制严、质量要求高、铸造难度大。应自管理入手,从原材料成分、铸造工艺、铸模精度、热处理、化学分析、力学性能试验及检验等几个方面严把质量关。
铸钢多节点焊接及焊接检验
1、铸钢节点焊前首先要进行焊接工艺评定。
2、焊接工艺评定合格后,应根据评定结果及结构形式编制详细的焊接方案,以指导施工。焊工正式焊接铸钢件前,应进行焊前模拟考试,并接受安全教育及技术培训。